酸蚀剂
适用于铝及铝合金砂面处理,酸系腐蚀技术是引进日本铝表面加工技术,经逐步完善,并经工业化生产实践,证明使用效果良好。
一、特点:
1.工艺简单、安全、槽液稳定性好,使用寿命长。
2. 组分独特、工艺条件宽松,可控性强。
3. 腐蚀均匀,溶铝量小,每吨铝件耗铝量不超过8kg,相对于碱蚀的耗铝量的1/4,可降低生产成本。
二、工艺参数及工作条件:
1.工作流程和溶液组成:
除油-水洗-酸蚀-水洗-碱蚀-水洗-中和-水洗-氧化
氟化氢铵:50-60g/1
促进剂:40-50g/1
安定剂:60-70g/1
工作温度:40-45℃
处理时间:约4-6分钟(可根据需要延长或缩短时间)
设定工作点:6.5-8.5
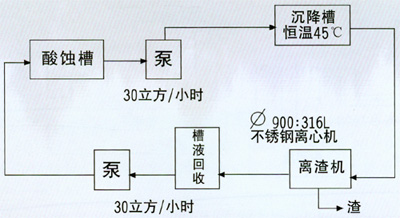
2.附助设施
由于生产过程中会产生悬浮物和沉淀,所以必须设定以下辅助设施,示意图如下:
3.槽液维护:
A、根据分析结果控制工作点在6.5-8.0之间,补充氟化氢铵100kg时,相应补充安定剂4-6kg,促进剂2-4kg。
B、每生产班在正常情况下,最少分两次补充氟化氢铵、安定剂和促进剂。
C、尽力使酸蚀槽悬浮物在最低限度 ,并按工艺要求控制工作温度 。
三、相关产品:
根据用户和运输储存需要,满足部分用户在产品使用过程中的方便,故由安定剂和促进剂混合包装,产品编号为(F200-1)。
1.工艺参数:
氟化氢铵:55-65g/1
F200-1 酸蚀剂:65-75g/1
中间体:1g/1
工作温度:40-45℃
处理时间:约4-6分钟
设定工作点:6.5-8.0
2.生产耗量:生产1吨型材时,耗损酸蚀剂3-3.5kg,或按每耗损100kg氟化氢铵时,加入8-12kg,测定工作点可按第一类产品检测法检测。
四、分析方法:
用移液管吸取槽液10ml于250ml锥形瓶中,加纯水50-100ml摇匀,加1酚酞指示剂3-4滴,用1N
NaOH标准溶液滴定,出现粉红色为终点。
计算工作点:NNaOH VNaOH
五、环保要求建议:(废水处理)
使用氟化氢铵进行铝表面处理工艺时,所产生的污水中含氟离子,故用户要在污水处理中对氟离子进行综合处理。具体建议如下图:
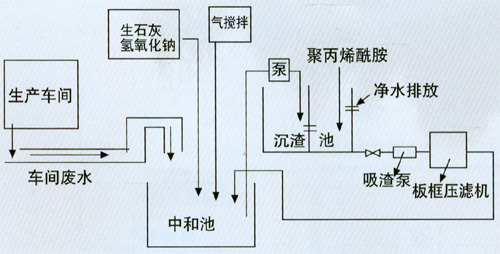
1.污水排放到中和池,用NaOH调节PH至3-4,再用CaO 调整至PH7-8。
2.抽至高位池,加入聚丙烯酰胺稀释液(每立方约含20-30克聚丙烯酰胺)。
3.吸沉渣池底部沉淀物经压滤机进行渣水分离,渣装袋,水再流入中和池。
4.用户也可根据企业治污标准进行综合处理,满足国家相关排污标准后排放。
|

