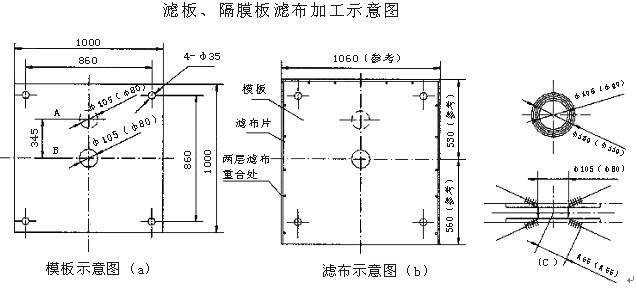
六、滤布加工与安装方法
本节是以滤板厚60mm,滤饼厚30mm为例进行说明。由于机型不 同,以及各种工况条件下的过滤工艺不同,滤布的制作方式也各不相同,用户可向我公司技术部咨询。
(1)滤布套加工方法
1、首先参照模板示意图(a)所示,用三夹板或其它材制作模板一块,圆孔的周围用铁片包好,以防电铬铁工作时烫坏模板。
2、将滤布裁成1080×1100mm作为滤布片,裁成410×70mm作为滤布套中间连接圈。
3、将滤布片三边翻起宽度10mm左右,并用工业缝纫机缝好(滤布边上双层加固,注意滤布为长方形,缝好后滤布片可参看图(b),括号内尺寸为参考尺寸)。
4、在滤布片上三周烫孔φ5左右(可根据电烙铁头部直径的大小),烫在单层滤布上,位置可参考示意图(b)。
5、将模板放在滤布片上,用电铬铁烫出中间孔及水洗孔。水洗孔的开孔位置及开孔个数按实际滤板规格确定。
6、拿二块滤布片和一块中间联接布,先将中间联接布在滤布片中间孔周围缝一圈,直径大约为φ130左右,然后逐渐向孔内缝3-4圈,直至内圈直径为φ105;接着再缝好中间联接圈两头联接处;最后以同样方法将中间联接圈与另一块滤布片缝合在一起。(参见图(c)
7、A孔表示上进料口,B孔表示中进料口。通常情况下,二者只有其一,这两种进料方式的滤布,其加工及安装方法相同。
(2)滤布片加工方法
1、将滤布裁成1060×2190mm作为滤布上,其加工方法参见图(d)及(1)中所述。
2、A、B表示中进料孔,C、D表示上进料孔。只能同时开A、B或C、D孔。
3、用电铬铁烫出进料孔及水洗孔,水洗孔的开孔位置及开孔个数按实际滤板规格确定。

(3)安装方法
1、安装滤布套时,将其中的一面滤布卷成圆筒状,然后穿过滤板中间孔,再展开铺平,同一块滤板上的滤布用带子扎紧在一起(参见图e:滤布套安装示意图)。
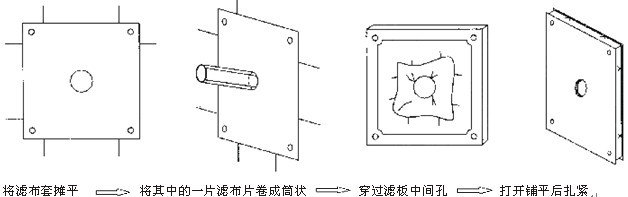
滤布套安装示意图(e)
2、安装滤布片时,通常要用滤布夹(图g所示滤布夹材质为聚丙烯,滤布夹材质为不锈钢时,其外形与图g略有不同,本说明书不另行示意)固定,安装方法参见图f和图g。
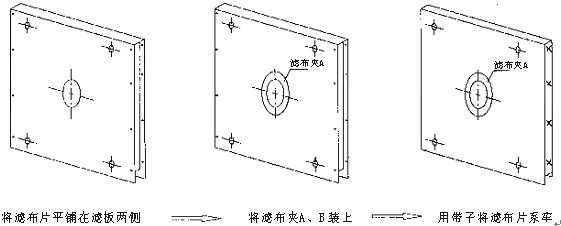
滤布片安装示意图(f)

1、滤布夹A 2、滤布夹B 3、滤布夹衬套 4、滤布 5、滤板
滤布夹示意图(g)
(4)滤布制作及安装注意事项
1、电铬铁可采用500W。
2、烫滤布时要小心,滤布的过滤部分不要烫着,否则滤布上有小孔,料浆很容易穿过滤布,造成出液浑浊及两边压力差不一样,严重时会损坏滤板。
3、滤布要缝合好,否则使用一段时间后,缝合处容易裂开,造成出液浑浊。
4、缝纫机的针脚应选择合理,否则容易从针脚处漏料。
5、滤布片上穿绳子的小孔应避开手柄及水嘴位置,且保证滤布平整地包在滤板外面。
6、用户在滤布开孔前,应充分了解该滤布物性。对于易缩水滤布,必须进行缩水处理,出液口(洗液口)开孔大小为滤板孔的70%左右。安装滤布时,需注意滤布孔与滤板孔要对准,不得有折叠现象,以免造成泄漏。滤布上端及左右两端大于滤板30mm为好。滤布使用一段时间后要变硬,其过滤性能下降,为此滤布要定期检查,若有变硬现象,则用相应的低浓度弱酸或弱碱去中和(浸泡24小时),恢复其性能。
|

